





 发表期刊:《煤矿安全生产网
发表期刊:《煤矿安全生产网
摘要:随着煤矿生产不断向深部水平发展,对控制水平和规模的要求越来越高,加速了机电一体化技术的发展和进步。进入21世纪,我国煤矿机电一体化技术的研究和应用均有重大突破,尤其在煤矿安全生产监控、钢丝绳检测、大型设备综合后备保护及矿井生产过程自动控制方面取得可喜成绩。采用机电一体化产品的煤矿,能够获得可观的技术、经济和社会效益。
关键词:煤矿机电一体化产品;煤炭生产;应用
一、机电一体化
机电一体化是集机械技术、微电子技术、光学技术、自动控制技术、计算机技术、信息技术、接口技术、软件编程技术等多学科的交叉综合,它的发展和进步依赖并促进了相关技术的发展和进步。我国在20世纪80年代成立机电一体化领导小组,并将该技术列为”863”计划。机电一体化止朝着智能化、网络化、微型化、柔软性化、系统化发展,它的发展对煤炭系统产生了很大的冲击,采用机电一体化产品将大大改善煤矿生产的劳动强度、工作环境及安全系数,同时在降低能耗、保证安全生产方面也实现了特定的价值。它可不必更换设备,而对产品结构和生产过程进行必要的调整、改革,对传统的机械工业注入新鲜的血液,实现文明生产。
二、机电一体化的核心技术
1.机械技术:是机电一体化的基础,机械技术的着眼点在于如何与机电一体化技术相适应,利用其高、新技术来更新概念,实现结构上、材料上、性能上变更,满足减小重量、缩小体积、提高精度、提高刚度及改善性能要求。
2.计算机与信息技术:其中信息交换、存取、运算、判断与决策、人工智能技术、专家系统技术、神经网络技术均属于计算机信息处理技术。
3.系统技术:即以整体概念组织应用各种相关技术,从全局角度和系统目标出发,将总体分解成相互关联的若干功能单元,接口技
术是系统技术中一个重要方面,是实现系统各部分有机连接的保证。
4.自动控制技术:其范围很广,在控制理论指导下,进行系统设计,设计后的系统仿真,现场调试,控制技术包括如高精度定位控制、速度控制、自适应控制、自诊断校止、补偿、再现、检索等。
5.传感检测技术:是系统的感受器官,是实现自动控制、自动调节的关键环节。其功能越强,系统的自动化程序就越高。
6.伺服传动技术:包括电动、气动、液压等各种类型的传动装置,伺服系统是实现电信号到机械动作的转换装置与部件、对系统的动态性能、控制质量和功能有决定性的影响。
三、煤矿机电一体化产品
煤矿机电一体化产品己在许多煤矿得到广泛应用。国产的以计算机为核心的电牵引采煤机、全数字直流提升机已占领国内市场,我国己能生产用计算机监控的掘进机、胶带运输机、矿井供电设备等。另外煤矿安全生产监控系统、胶带机集中控制系统、矿井生产过程自动控制和信息化管理、图像监视井下关键设备和主要工作地点、调度室的装备实现数字化、计算机网络管理系统在生产调度、财务、人力资源、设备、销售及办公自动化都得到了普遍应用。煤矿机电一体化产品实现了设备的自动化、智能化、信息化等等,为煤矿生产实现高安全、高可靠、高效率和高效益提供了保障。
四、煤矿机电一体化产品在落陵煤矿的应用
落陵煤矿是一个高投入、高耗能的老矿,战线长,井区分部面大,人员多、效率低、服务年限所剩无几。现存在大量不宜开采的呆滞、遗留煤柱和无法开采的薄煤层。针对目前的状况,要想生存和发展,就要根据现状淘汰、改造落后的高耗能的设备及设施。
近两年,落陵煤矿投入大量资金,更新改造了老旧杂及高耗能设备,采用机电一体化产品,不仅提高了安全生产系数,还降低了能耗成本,提高了效率和经济效益。
(1)MGD150NW采煤机:根据落陵煤矿目前的采掘条件,针对部分采区储量,提高生产效率势在必行。为提高安全质量、提高掘进速度,2007年4月选择了辽源煤矿机械厂生产的EBJ-120型悬臂式掘进机2台,MGD150NW采煤机5台,采煤效率提高300%,大大提高了产量,降低了成本。
(2)综采液压支架:2007年落陵煤矿为实现采煤机械化、提高工效、增加产量、提高人身及设备安全系数,减轻重体力劳动,首次在残采工作面使用了郑州四维机电设备制造有限公司生产的综采液压支架。其中ZFG4800/18/30综采放顶煤过渡支架5架、ZF4000/16/28基本支架126架,提高了残采工作面的回采率,体现了机电一体化产品独特的优越性。
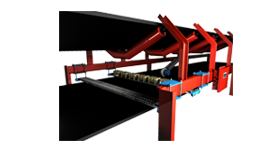
(3) TCK.W钢丝绳损伤定量检测系统:煤矿钢丝绳使用中一直存在着不安全、不经济、低效率、不可靠、危害大的难题。钢丝绳的检测一直靠人工目视、手摸,耗时、耗工、效率低下。2006年7月选用了洛阳TCK.W钢丝绳检测技术有限公司生产的TCK.W钢丝绳损伤定量检测系统,这个系统具有检测精度高、分辨率强、性能稳定、集成化、适用性强、使用方便的特点,能够定量检测钢丝绳断丝、磨损、锈蚀、疲劳等损伤,节约了检测时间、检绳人员、1/3钢丝绳用量并有效预防了断绳事故的发生。
(4)自耦减压起动控制柜:落陵煤矿是七十年代的老矿井,设备陈旧,随着产量的萎缩,大型设备的高耗能问题越显突出。主扇风机是煤矿的四大件之一,该设备的性能、特性的优劣直接影响矿井的安全生产和正常运行。自2004年开始对全煤矿主扇风机进行更新改造,经选型设计,选取了燕京2台和湘潭平安电气集团有限公司生产的BD-II系列弯掠组合正交型隔爆对旋轴流式主通风机3台,配备了JJ2B系列自耦减压起动控制柜,提高了效率、节约了能源、降低噪音、改善了环境污染,保证了矿井安全生产的顺利进行。
(5)提升机交流电控系统:落陵煤矿是一个萎缩性矿井,白2000年起停用了部分设施。2006年发现新的储量,经测算新建系统投入资金太大,决定起用煤矿停用的设施,延长战线。其中主井提升系统就是起用的设备之一,主井提升采用双箕斗,设备早已陈旧,加上停运几年更是难以应付新的生产需要。全部更换将投入大量资金,决定在原有基础上进行改造,制作新箕斗,更换提升机的老电控系统。我们选用了洛阳源创电气有限公司生产的ZJK-3/20交流提升电控系统,采用集成电子模块配合小型可编程控制器,接线简单、参数调整方便、维护量小,安装使用后一直运行良好。
(6)其它:我们还采用了PLC煤矿提升机综合后备保护装置、PZBJ-II型皮带机综保监控仪、ZDC30/30煤矿用斜巷防跑车挡车装置、BKGWD系列温度传器、QB2-1200/1140(660)矿用隔爆型智能化组合开关、GDTF-1型轨道监测系统、电子秤计量监测系统等煤矿机电一体化产品,矿井生产系统逐渐向智能、信息、控制、综合模式发展。
结束语
当然,机电一体化的发展不是孤立的,与机电一体化相关的技术还有很多,并随着科学技术的发展,各种技术相互融合的趋势将越来越明显,机电一体化技术的发展与在煤矿生产中的应用也将更加广阔。
参考文献
1、机电一体化实用手册[M].北京:科学出版社,2007,(1).
2、张念超,我国煤矿机电一体化技术的发展现状浅析[J],学术探讨,2008,(8).
3、程炜,无人化是煤炭信息化的主要目标[N].中国电子报,2008,(10)
4、王静。浅析机电一体化技术的现状和发展趋势[J】.同煤科技。2006.(4)
5、石美峰。机电一体化技术的发展与思考[J].山西焦煤科技。2007.(3)
上一篇: TCK.W钢丝绳在线检测系统在煤矿安全管理中的应用
下一篇: TCK.W钢丝绳在线检测系统的应用
TCK·W钢丝绳在线检测技术相关论文
- 序号
- 论文名称
- 发表期刊
- 作者单位
- 作者
- 所属行业
- 1
- TCK.W钢丝绳自动检测系统在岸桥上的应用
- 《港口科技》
- 连云港新东方国际货柜码头有限公司
- 邹晓华1, 朱加双2, 徐国春2
- 港口
- 2
- TCK.W钢丝绳在线检测技术在同煤集团云冈矿的应用
- 《机械管理开发》
- 同煤集团有限责任公司
- 杨步忠
- 煤炭
- 3
- 矿井提升中钢丝绳在线监测的应用
- 《金川科技》
- 金川集团有限公司二矿区
- 王群昌
- 金矿
- 4
- 矿井提升钢丝绳安全监管的创新实践
- 《矿山机械》
- 河南省新郑煤电有限责任公司
- 刘士栋
- 矿山
- 5
- 渤钻50006绑丝验证报告
- 《渤钻50006平台》
- 中石油渤海钻探50006钻井队
- 中石油
- 石油
- 6
- 盘锦长城钻探检测报告
- 《长城钻探钻井》
- 中石油长城钻探工程有限公司
- 长城钻探钻井
- 石油
- 7
- 盘锦长城钻探第二次检测
- 《渤钻50006平台》
- 中石油渤海钻探50006
- 中石油
- 石油
- 8
- 现代矿井提升机钢丝绳安全监管模式探讨
- 《煤矿安全》
- 大同煤矿集团公司,山西 大同 037000
- 王天中
- 煤炭
- 9
- 提升绞车钢丝绳在线自动监测系统
- 《科技资讯》
- 大同煤矿集团挖金湾煤业公司
- 朱大根
- 煤炭
- 10
- TCK.W钢丝绳在线检测系统在煤矿安全管理中的应用
- 《建井技术》
- 同煤集团机电管理处
- 薛 鹏
- 煤炭
- 11
- 钢丝绳在线自动检测系统研制与应用
- 《煤矿安全》
- 峰峰集团
- 冀庆亚
- 煤炭
- 12
- 峰峰集团钢丝绳检测系统及钢丝绳安全管理创新研究
- 《煤矿安全》
- 峰峰集团公司,河北 邯郸 056001
- 张步勤 冀庆亚 赵焕章
- 煤炭
- 13
- TCK.W钢丝绳在线检测系统的应用
- 《机电信息》
- 同煤集团煤峪口矿机电科
- 杜小琴
- 煤炭
- 14
- 钢丝绳芯输送带在线实时自动监测系统的开发及应用
- 《煤矿机电》
- 晋城蓝焰煤业股份有限公司
- 郭东兵
- 煤炭
- 15
- 浅析TCK·W钢丝绳在线监测系统在煤矿的应用
- 《经济技术协作信息》
- 中煤金海洋集团公司
- 吴刚
- 煤炭
- 16
- 机电一体化产品在落陵煤矿生产中的应用
- 《煤矿安全生产网》
- 济宁矿业集团落陵煤矿
- 赵玉春
- 煤炭
- 17
- TCK.W钢丝绳在线无损定量检测装置
- 《同煤科技》
- 大同煤矿集团公司
- 宋晓宇
- 煤炭
- 18
- TCK·W钢丝绳芯输送带在线监测系统应用研究
- 《地质矿山》
- 冀中能源股份有限公司邢台矿
- 吕能江
- 煤炭
- 19
- 钢丝绳芯输送带弱磁技术检测应用
- 山东煤炭科技
- 新矿内蒙能源公司黑梁矿井筹建处
- 贾爱学
- 煤炭
- 20
- 基于VC++设计钢丝绳芯皮带电磁在线监测系统
- 仪表技术与传感器
- 西安科技大学
- 陈海瑜
- 院校
- 21
- 钢丝绳在线自动监测系统研究
- 《建井技术》
- 双鸭山矿业集团东荣三矿
- 毕可仁
- 煤炭
- 22
- 基于弱磁检测技术的TCK.W钢丝绳检测在线系统
- 《煤矿机电》
- 枣庄矿业集团公司蒋庄煤矿
- 赵强
- 煤炭
- 23
- 和尚嘴矿副井提升钢丝绳在线检测技术的研究应用
- 《矿业论坛》
- 山西煤炭运销集团和尚嘴煤业有限公司
- 马强
- 煤炭
- 24
- 煤矿运输绞车钢丝绳断绳损坏的分析及预防
- 《能源技术与管理》
- 上海大屯能源股份有限公司
- 李 锋
- 煤炭
- 25
- 象山铁路隧道斜井有轨运输溜车分析及防控措施
- 《隧道建设》
- 中国中铁隧道集团有限公司龙厦铁路
- 赵喜斌
- 铁路
- 26
- 峰峰集团使用TCK.W钢丝绳检测技术的评价报告
- 冀中能源峰峰集团有限公司
- 27
- 金川集团使用TCK.W钢丝绳检测技术的评价报告
- 《金川科技》
- 金川集团有限公司二矿区
- 王群昌
- 28
- 同煤集团使用TCK.W钢丝绳检测技术报告
- 《机械管理开发》
- 同煤集团有限责任公司云冈矿
- 杨步忠
- 煤炭
- 29
- TCK.W钢丝绳检测技术与矿井提升钢丝绳检测
- 《煤炭技术》
- 国投新集能源股份有限公司
- 岳粹巍
- 煤炭
- 30
- TCK.W钢丝绳检测系统的推广应用
- 《矿山机械》
- 上海大屯能源股份有限公司徐庄煤矿
- 袁 新
- 煤炭
- 31
- 沿沟煤矿使用TCK·W钢丝绳检测仪的实践
- 《江西煤炭科技》
- 乐平矿务局沿沟煤矿
- 彭少锋
- 煤炭
- 32
- TCK.W钢丝绳检测系统在水工 钢丝绳检测上的应用
- 《华东科技》
- 安徽水利工程机电检测所
- 杨 军
- 水利
- 33
- TCK·W钢丝绳无损探伤仪在南京银茂的应用
- 《采矿技术》
- 南京银茂铅锌矿业有限公司
- 王建华
- 铅锌矿
- 34
- 焦家金矿应用TCK.W钢丝绳检测技术进行 钢丝绳安全管理的创新实践
- 《经济管理》
- 山东黄金矿业莱州有限公司焦家金矿
- 尹海林
- 金矿
- 35
- TCK.W型钢丝绳在线无损探伤仪原理及应用
- 《中国设备管理》
- 原中信重机矿山机械研究院
- 窦毓棠
- 科研
- 36
- TCK.W型钢丝绳在线无损探伤仪工作原理
- 《材料开发与应用》
- 原中信重机矿山机械研究院
- 窦毓棠
- 科研
- 37
- TCK•W索道钢丝绳检测专家系统的研制与应用
- 索道年会论文
- 洛阳威尔若普检测技术有限公司
- 窦柏林
- 索道
- 38
- TCK·W钢丝绳在自动检测装置的应用
- 《制造业自动化》
- 吉林工程技术师范学院
- 唐耀武
- 院校
- 39
- 基于TCK的钢丝绳弯曲疲劳检测系统的设计
- 《研究与开发》
- 河南科技大学机电工程学院
- 张彦平
- 院校
- 41
- 兴安矿钢丝绳在线实时自动检测系统
- 《山东煤炭科技》
- 鹤岗矿业集团公司兴安煤矿
- 陈 影
- 煤炭
- 42
- 提高桥式抓斗卸船机钢丝绳使用安全经济性的探讨
- 《起重运输机械》
- 厦门华夏国际电力发展有限公司
- 翁春华
- 港口
- 43
- 电梯曳引钢丝绳的无损检测与润滑维护
- 《上海电梯》
- 湖南省常德市特种设备检验检测所
- 杨辉
- 电梯
- 44
- 基于弱磁探伤的钢丝绳无损检测
- 《工程机械学报》
- 武汉理工大学
- 陶德馨
- 院校
- 45
- 电梯钢丝绳无损检测技术应用研究
- 《机电信息》
- 福建信息职业技术学院机电工程系
- 陈 琳
- 电梯
- 46
- 煤矿钢丝绳探伤弱磁检测原理与应用研究
- 《山东煤炭科技》
- 黑龙江省煤矿矿用安全产品检验中心
- 汪伟红
- 煤炭
- 47
- 煤矿运输绞车钢丝绳检测方法分析
- 《工业技术》
- 河南煤业化工集团焦煤公司赵固二矿
- 王国喜
- 煤炭
- 48
- 提升钢丝绳检测问题的探讨
- 《山东煤炭科技》
- 龙煤集团鹤岗分公司富力煤矿
- 郝军
- 煤炭
- 49
- 提升绞车钢丝绳损坏的分析及预防措施
- 《山东煤炭科技》
- 七台河矿业精煤集团有限责任公司东风煤矿
- 郑成才
- 煤炭
- 50
- 提升绞车钢丝绳检测技术的探索
- 《煤炭技术》
- 鹤岗矿业集团公司
- 彭树彦
- 煤炭
- 51
- 钢丝绳无损检测技术在提升系统的应用与研究
- 《华东科技》
- 平顶山天安煤业股份有限公司六矿
- 李建全
- 煤炭
- 52
- 无损探伤检测立井钢丝绳的方法
- 《煤矿机电》
- 中煤第四十九工程处
- 程 山
- 煤炭
- 53
- 钢丝绳无损检测的重要性和可行性
- 《江汉石油科技》
- 中国石化江汉油建工程有限公司
- 肖金品
- 石油
- 54
- 钢丝绳(缆)在线无损定量方法和判定规则 MT/T970-2005
- 《煤炭行业标准》
- 批准执行:国家发改委
- TCK·W
- 煤炭
- 55
- 钢丝绳(缆)全息定量无损检测
- 《矿山机械》
- 原中信重机矿山机械研究院
- 窦毓棠
- 科研
- 56
- 中国特种设备钢丝绳安全现状及钢丝绳检测技术的创新与发展
- 特种设备研讨会论文
- 洛阳威尔若普检测技术有限公司
- 窦柏林
- 特种设备
- 57
- 港口起重机钢丝绳失效过程中的磁化性质研究
- 《武汉理工大学》
- 武汉理工大学 物流工程学院
- 董熙晨
- 院校
- 58
- 卸船机钢丝绳使用安全经济型的探讨
- 《科技风》
- 河北唐山曹妃甸实业港务有限公司
- 康聚生
- 港口
- 59
- 基于虚拟仪器技术的钢丝绳无损定量检测系统设计
- 《研究与开发》
- 河南科技大学机电工程学院
- 张彦平
- 院校
- 60
- 晋煤集团自动监测系统现场对比验证报告
- 晋煤蓝焰煤业股份有限公司成庄矿洗选厂
- 煤炭
- 61
- 钢丝绳芯输送带监测装置 使用报告
- 晋城蓝焰煤业股份有限公司成庄矿
- 煤炭
- 62
- 钢丝绳芯输送带在线实时自动监测装置科学技术鉴定证书
- 中国煤炭机械工业协会、煤矿与煤炭城市发展工作委员会
- 煤炭
- 63
- 攀钢集团研究院设备诊断部 关于TCK钢丝绳探伤仪试用报告
- 攀钢集团
- 64
- 峰峰经济效益分析报告(冀中能源)
- 峰峰集团
- 67
- 象山铁路隧道斜井有轨运输溜车分析及防控措施
- 中国中铁隧道集团有限公司
- 赵喜斌,郭得福
- 68
- TCK.W钢丝绳无损探伤仪在南京银茂的应用
- 南京银茂铅锌矿业有限公司,江苏南京210033
- 王建华
- 69
- 煤炭质检机构发展现状与展望
- 煤炭科学研究总院 检测研究分院 , 北京 100013
- 高峰